[VIP第1年] 指数:3
[VIP第1年] 指数:3
各种轴承主要零件的加工过程:
滚子的加工过程滚子的加工依原材料的不同而有所不同,其中热处理前的工序可分为下述两种,整个加工过程为:棒料车加工或线材冷镦后串环带及软磨----热处理----串软点----粗磨外径----粗磨端面----终磨端面----细磨外径----终磨外径----终检分组----防锈、包装----入库(待合套装配〉。④保持架的加工过程保持架的加工过程依设计结构及原材料的不同,可分为下述两类:板料→剪切[1]→冲裁→冲压成形→整形及精加工→酸洗或喷丸或串光→终检→防锈、包装→入库(待合套装配)实体保持架的加工过程:实体保持架的加工,依原材料或毛坏的不同而有所不同,其中车加工前可分为下述四种毛坯型式,整个加工过程为:棒料、管料、锻件、铸件----车内径、外径、端面、倒角----钻孔(或拉孔、镗孔)----酸洗----终检----防锈、包装----入库〈待合套装配〉。 双列圆锥滚子轴承游隙靠隔圈厚薄调整,也可用于调整预过盈。PK圆锥滚轮轴承制造
滚动轴承的基本生产过程由于滚动轴承的类型、结构型式、公差等级、技术要求、材料及批量等的不同,其基本生产过程也不完全相同。一、各种轴承主要零件的加工过程:①套圈的加工过程:轴承内圈和外圈的加工依原材料或毛坯形式的不同而有所不同,其中车加工前的工序可分为下述三种,整个加工过程为:棒料或管料(有的棒料需经锻造和退火、正火)----车加工----热处理----磨加工----精研或抛光----零件终检----防锈----入库----(待合套装配〉常州RKU圆锥滚轮轴承代号大圆锥角的单列圆锥滚子轴承后置代号加 B,锥角在 25°~29° 之间。

滚动轴承分类1.按滚动轴承结构类型分类一、轴承按其所能承受的载荷方向或公称接触角的不同,分为:①向心轴承----主要用于承受径向载荷的滚动轴承,其公称接触角从0到45。按公称接触角不同,又分为:径向接触轴承----公称接触角为0的向心轴承:向心角接触轴承----公称接触角大于0到45的向心轴承。②推力轴承----主要用于承受轴向载荷的滚动轴承,其公称接触角大于45到90。按公称接触角不同又分为:轴向接触轴承----公称接触角为90的推力轴承:推力角接触轴承----公称接触角大于45但小于90的推力轴承。
圆锥滚子轴承的安装:调整轴向间隙。圆锥滚子轴承的安装,可利用调整螺母、轴颈上的调整垫圈以及轴承座孔内的螺纹来调整轴向游隙。或用预紧弹簧进行调节。轴向游隙的大小与轴承安装的布置、轴承间的距离以及轴和轴承座的材料有关,可根据工况条件确定。对于高载荷、高转速的圆锥滚子轴承,调整游隙时,必须考虑温升对轴向游隙的影响,并估算温升引起的游隙减少量,即轴向游隙应适当调整大一些。对于转速低、振动小的轴承,应采用无游隙安装或预紧安装。其目的是使圆锥滚子轴承的滚子和滚道接触良好,均匀分布载荷,防止滚子和滚道因振动和冲击而损坏。调整后,用百分表检查轴向间隙。小锥角圆锥滚子轴承主要承受以径向载荷为主的联合载荷,常成对反向安装。

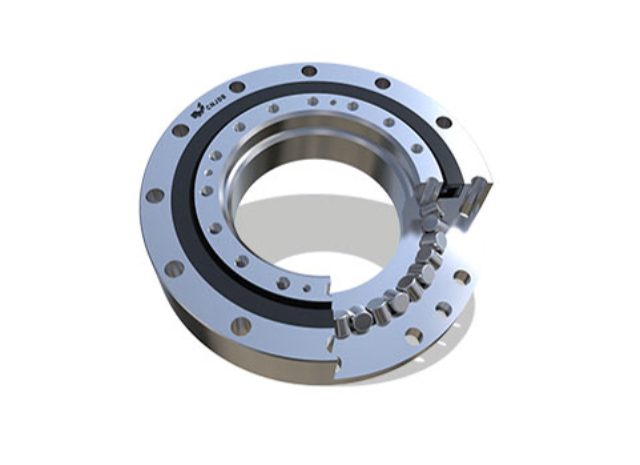
尽管圆锥滚子轴承具有优点,但缺点也确实存在。这些轴承具有速度限制,并且对不对中非常敏感,因此工程师应考虑将其他类型的轴承用于高不对中或高速要求的应用。圆锥滚子轴承通常用于具有多向载荷的中速、重载应用。示例包括变速箱、差速器、轮毂和铁路车轴,以及农业、建筑和采矿设备。圆锥滚子轴承主要承受以径向为主的径、轴向联合载荷。轴承承载能力取决于外圈的滚道角度,角度越大承载能力越大。该类轴承属分离型轴承,根据轴承中滚动体的列数分为单列、双列和四列圆锥滚子轴承。单列圆锥滚子轴承游隙需用户在安装时调整;双列和四列圆锥滚子轴承游隙已在产品出厂时,依据用户要求给定,不需要用户调整。圆锥滚子轴承一般采用钢板冲压筐形保持架,大尺寸时用实体支柱保持架。常州RKU圆锥滚轮轴承代号
操作轴承时,手上的汗会成为生锈的原因,要注意用干净的手操作,尽量戴上手套。PK圆锥滚轮轴承制造
轴承后置代号——热处理
S0——轴承套圈经过高温回火处理,工作温度可达150℃。
S1——轴承套圈经过高温回火处理,工作温度可达200℃。
S2——轴承套圈经过高温回火处理,工作温度可达250℃。
S3——轴承套圈经过高温回火处理,工作温度可达300℃。
S4——轴承套圈经过高温回火处理,工作温度可达350℃。
后置代号 — 无保持架轴承
V——满装滚动体轴承。例:NU207V。
VT——带隔离球或滚子的满装滚动体轴承。例:51120VT。后置代号——公差等级(尺寸精度和旋转精度)
P0——公差等级符合国际标准ISO规定的0级,代号中省略,不表示。P6——公差等级符合国际标准ISO规定的6级。P6X——公差等级符合国际标准ISO规定的6级圆锥滚子轴承。
P5——公差等级符合国际标准ISO规定的5级。
P4——公差等级符合国际标准ISO规定的4级。
P2——公差等级符合国际标准ISO规定的2级(不包括圆锥滚子轴承)。SP——尺寸精度相当于5级,旋转精度相当于4级(双列圆柱滚子轴承)。UP——尺寸精度相当于4级,旋转精度高于4级(双列圆柱滚子轴承)。
HG——尺寸精度相当于4级,旋转精度高于4级,低于2级(主轴轴承)。 PK圆锥滚轮轴承制造
文章来源地址: http://wjgj.ehsy.com-m.chanpin818.com/zhouchengnr/gdzcwe/deta_27904063.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。