[VIP第1年] 指数:3
[VIP第1年] 指数:3
压铸件在各个领域都有普遍的应用,以下是一些常见的使用领域:1.汽车制造:压铸件被普遍用于汽车制造,包括发动机零件(如缸盖、缸体、曲轴箱)、底盘件(如悬挂件、刹车件)、传动系统(如变速箱壳体)等。2.电子设备:压铸件在电子设备行业中的应用很普遍,例如手机、平板电脑、电视等设备中的外壳、散热器等。3.通信设备:压铸件在通信设备制造中起着重要作用,如基站天线支架、光纤连接器等。4.家电:压铸件在家用电器制造中也普遍应用,如冰箱、洗衣机、空调等设备的壳体、零部件等。5.能源领域:压铸件在新能源领域的应用也逐渐增多,如风力发电设备、太阳能设备、核能设备等。6.航空航天:航空航天行业对于压铸件的精度和性能要求非常高,压铸件被普遍用于飞机的结构件、航天器的零部件等。除了上述领域,压铸件还被应用于建筑、能源、医疗器械、运输设备等众多行业。随着科技的发展和新兴产业的兴起,压铸件的使用领域将继续拓展和丰富。铝合金是最常见的压铸材料,因其具有良好的导热性和可加工性。金华电动工具压铸件轮毂

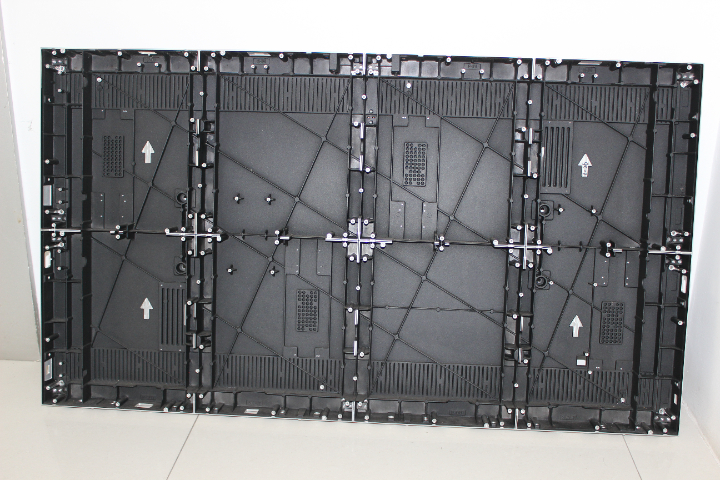
压铸件是一种压力铸造的零件,是使用装好铸件模具的压力铸造机械压铸机,将加热为液态的铜、锌、铝或铝合金等金属浇入压铸机的入料口,经压铸机压铸,铸造出模具限制的形状和尺寸的铜、锌、铝零件或铝合金零件,这样的零件通常就被叫做压铸件。压铸件在不同的地方有不同的叫法,如压铸零件、压力铸件、压铸件、压铸铝、压铸锌件、压铸铜件、铜压铸件、锌压铸件、铝压铸件铝压铸件、铝压合金铸件、铝合金压铸零件等。由于金属铜、锌、铝及铝合金具有很好的流动性和可塑性,而且铸造加工是在有压力的压铸机中铸造,因此铝压铸件可以做出各种较复杂的形状,也可作出较高的精度和光洁度,从而很大程度的减少了铸件的机械加工量和金属铜、锌、铝或铝合金的铸造余量,不仅节约了电力、金属材料、还节约了劳动成本;而铜、锌、铝及铝合金具有优良的导热性,较小的比重和高可加工性;从而压铸件被广泛应用于汽车制造、内燃机生产、摩托车制造、电动机制造、油泵制造、传动机械制造、精密仪器、园林美化、电力建设、建筑装饰等各个行业。金华专业压铸件电机端盖压铸件可以实现零件的可持续发展和环保制造。

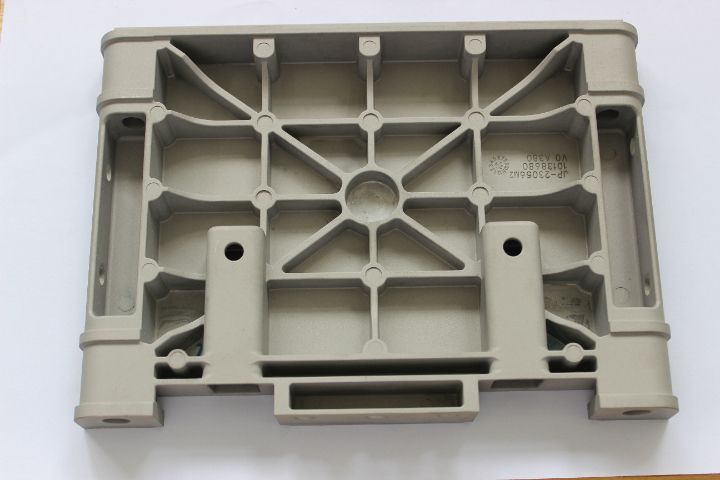
压铸件的材料主要是金属合金,如铝合金、锌合金、镁合金等。这些合金具有良好的机械性能和耐腐蚀性能,可以满足不同行业对于材料性能的要求。同时,这些合金还具有较低的熔点和良好的流动性,便于在模具中充填和凝固。压铸件具有高生产效率和低成本的优势。相比于其他金属加工工艺,压铸件可以一次性制造出成千上万个零件,提高了生产效率。而且,由于采用了模具,可以减少后续加工工序,降低了生产成本。压铸件的表面质量较高,可以直接使用。由于采用了模具,压铸件的表面光洁度和精度较高,不需要额外的表面处理。这对于一些对外观要求较高的产品来说,可以节省后续加工工序,提高生产效率。
我国经济保持着高速发展的势头。由于资源与环境的矛盾日益激化,根据科学发展观的要求,循环经济和清洁生产已成为社会经济可持续发展的重要国策。指出,压铸范畴,即包括低压铸造和挤压铸造等各种压力下有色金属铸造成型工艺,其总产量约为150万吨。据了解,全国汽车总产量达到728万辆,同比增长,其中轿车产量387万辆,同比增长。2012年,全国压铸件总产量1024000吨,其中:铝压铸件802140吨、镁压铸件13620吨。2012年1-10月份,全国轿车产量,同比增长;销售,同比增长。压铸市场仍将保持快速增长势态。压铸有色金属资源可循环利用和压铸少无切削工艺的先进性,特别适应循环经济和清洁生产的要求,符合国家经济发展总方针。汽车轻量化,更加速了铝镁压铸件市场的发展;国际有色金属压铸件生产重心向我国转移已成必然趋势,压铸市场发展空间巨大。铝合金压铸件需求增大促进压铸件产业发展汽车产业是国内压铸件产业的重要客户之一。随着国内经济的发展和人民生活水平的提高,国内汽车销量直线上升,这就在很大程度上推动了国内压铸件产业,尤其是铝合金压铸件产业的发展。随着国内汽车轻量化呼声的越来越高,汽车行业内部的优化升级也在逐渐落实,逐步用铝铸件代替灰铁铸件。压铸件可实现复杂结构一次成型,减少机械加工工序。

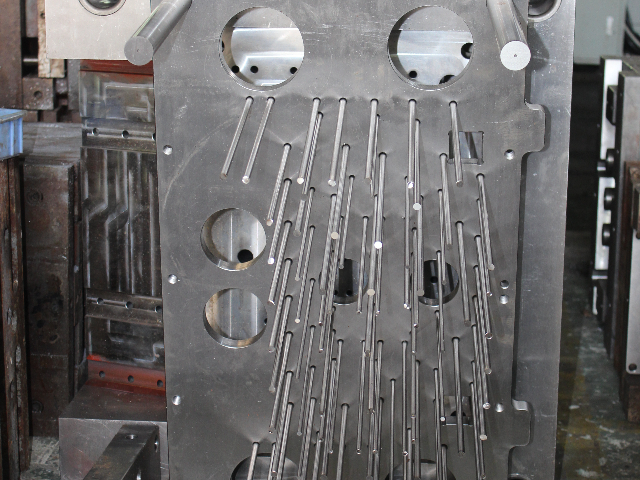
五、压铸件表面有气孔,产生原因:1、润滑剂太多。2、排气孔被堵死,气孔排不出来。调整方法:1、合理使用润滑剂。2、增设及修复排气孔,使其排气通畅。六、铸件表面有缩孔:产生原因:压铸件工艺性不合理,壁厚薄变化太大。金属液温度太高。调整方法:1、在壁厚的地方,增加工艺孔,使之薄厚均匀。2、降低金属液温度。七、铸件外轮廓不清晰,成不了形,局部欠料,产生原因:1、压铸机压力不够,压射比压太低。2、进料口厚度太大;3、浇口位置不正确,使金属发生正面冲击。调整方法:1、更换压铸比压大的压铸机;2、减小进料口流道厚度;3、改变浇口位置,防止对铸件正面冲击。八、铸件部分未成形,型腔充不满,产生原因:1、压铸模温度太低;2、金属液温度低;3、压机压力太小,4、金属液不足,压射速度太高;5、空气排不出来。调整方法:1、2、提高压铸模,金属液温度;3、更换大压力压铸机。4、加足够的金属液,减小压射速度,加大进料口厚度。九、压铸件锐角处充填不满。产生原因:1、内浇口进口太大;2、压铸机压力过小;3、锐角处通气不好,有空气排不出来。调整方法:1、减小内浇口。2、改换压力大的压铸机。3、改善排气系统十、铸件结构疏松,强度不高。产生原因:1、压铸机压力不够。压铸件如何处理表面工艺?婺城区制造压铸件电机机壳
压铸车间配备熔炉,精确控制金属液温度和成分。金华电动工具压铸件轮毂
维护工作包括清洁、润滑、紧固等,以保持压铸件的正常运行和性能稳定。要注意压铸件的安全使用。在使用压铸件时,要注意安全操作,遵守相关的安全规定和操作规程,确保人员和设备的安全。同时,要定期检查和评估压铸件的安全性能,及时发现和解决潜在的安全隐患。总之,压铸件的使用需要注意材质选择、设计和制造质量、安装和使用、维护和保养以及安全使用等方面的问题。只有在各方面考虑和合理操作的基础上,才能确保压铸件的正常运行和使用寿命,提高生产效率和产品质量。金华电动工具压铸件轮毂
文章来源地址: http://wjgj.ehsy.com-m.chanpin818.com/mojuog/yazhumo/deta_28219499.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。