[VIP第1年] 指数:3
[VIP第1年] 指数:3
轴承生产可分为磨前、磨装两道工序,对应产品为轴承套圈和成品轴承。滚动轴承的制造分为套圈毛坯成型、套圈车加工、热处理、套圈磨加工、装配。检测结果与喷砂硬度等级基本吻合,对同批次砂轮的检测结果也与喷砂硬度法的结果具有相同趋势。但是对于薄片的平形砂轮,存在共振频率小或敲击时回弹严重的问题,使得频率信号波动较大,不易得到稳定结果。曲轴轴头磨损问题,磨损深度为单边,磨损宽度为110mm。轴承制造中心技术有仿真设计与测试、毛坯的近净成型、可控气氛热处理及精密磨加工装配技术。山东鲁信四砂泰山磨具有限公司的追求是诚信为本,塑造品牌。重庆曲轴磨砂轮厂家

磨损问题:所有砂轮都有一定的磨损要求。当磨损达到一定程度时,必须更换新的砂轮。不能因为想节省材料而过度磨损,这是违规且不安全的行为。一般规定,当砂轮磨损到比卡盘直径大10mm时,应更换新的砂轮。从仓库取出的新砂轮不一定是合格的,即使是从制造商购买的新砂轮也不能保证是合格的。所有砂轮都有一定的有效使用期限。如果在有效期内使用,表明它是合格的。如果超过有效期使用,就不一定合格。法规规定:“树脂和橡胶粘结的砂轮存放一年后必须进行旋转测试,只有通过测试的才能使用。”淄博曲轴轴头成型磨砂轮四砂泰山磨具向质量要市场,向管理要效益。

要选择合适的磨具参数,以确保磨削效果和加工质量。其次,要保持磨具和工件的良好润滑和冷却,以防止磨具过热和工件变形。此外,要定期对磨具进行检查和修整,以保证其精度和使用寿命。之后,要注意个人安全,使用适当的防护措施,避免事故的发生。综上所述,曲轴磨砂轮是一种重要的磨具,它在曲轴加工中发挥着重要的作用。通过了解曲轴磨砂轮的结构、材料、制造工艺、使用方法和注意事项等方面的知识,可以更好地使用和维护曲轴磨砂轮,提高曲轴加工的效率和质量。
碳化硅颗粒具有高硬度、高耐磨性和优良的热稳定性,适用于加工非金属材料,如陶瓷、玻璃、石材等。碳化硅砂轮大量应用于陶瓷加工、眼镜加工、石材抛光等工艺。氮化硼砂轮,氮化硼砂轮是一种新型的超硬磨削工具,由氮化硼颗粒和粘结剂组成。氮化硼颗粒具有较高的硬度和优良的热稳定性,适用于加工高硬度、高温材料,如硬质合金、陶瓷、石墨等。氮化硼砂轮可以应用于航空航天、电子器件等领域。金刚石砂轮,金刚石砂轮是一种超硬磨削工具,由金刚石颗粒和金属粘结剂组成。山东鲁信四砂泰山磨具有限公司保证质量,售后更放心!

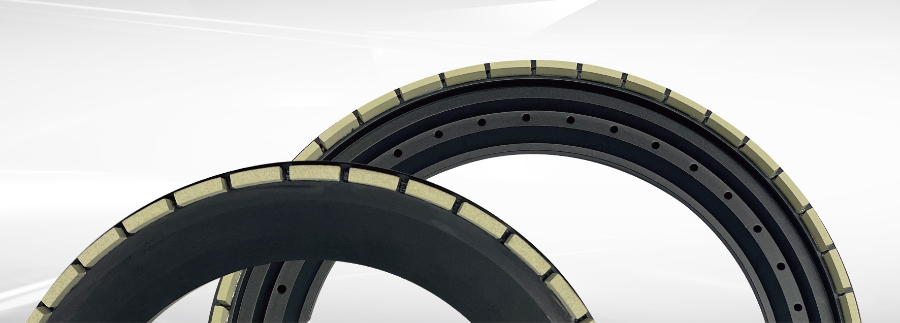
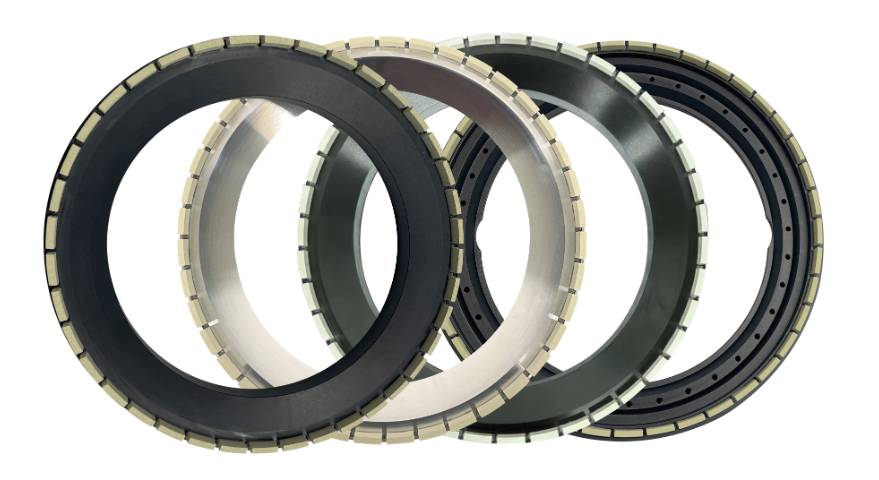
对外圆磨防护罩进行改善,防止飞件的发生,提高了安全系数。并对曲轴磨拐部工序人员进行砂轮知识培训,使员工在使用时能正确辨别砂轮是否完好,确保安全、正确使用。四砂泰山磨具砂轮,具有设计合理、结构新颖的特点,特别适用于解决曲轴成型磨削时曲轴轴颈、止推面和R角烧伤问题,其磨削性能达到国外同类产品水平,较之普通磨曲轴砂轮提高使用寿命50%左右,是当前曲轴磨削加工的理想磨具。加层磨曲轴砂轮的特征是:砂轮组成分三层,两侧面磨料粒度较粗,中间部位粒度较细,一般情况下是侧面硬度高于中间部位硬度。山东鲁信四砂泰山磨具有限公司自成立以来,一直专注于对产品的精耕细作。淄博曲轴轴头成型磨砂轮
山东鲁信四砂泰山磨具有限公司努力提高产品质量加大产品开发力度。重庆曲轴磨砂轮厂家
砂轮机开动后要空转3分钟,待运转正常后再磨活。磨活时操作者应站在砂轮机的侧面,不准正对砂轮,以防砂轮崩裂发生事故,磨工件或刀具时不要用力过猛,不许撞击砂轮。在一个砂轮架上,安装了两个驱动功率为3OKW磨削主轴。这两个主轴成60度角布置,可以依次摆转到磨削位置。在不重新装夹的情况下,用砂轮完成曲轴主轴颈、连杆颈的高速磨削。砂轮的自动平衡装置保证了较高的圆度和较高的磨削精度。考虑到零件单边壁太薄,热处理和加工过程中都极易变形,制作用车工心轴夹具。重庆曲轴磨砂轮厂家
文章来源地址: http://wjgj.ehsy.com-m.chanpin818.com/moju/shalun/deta_22479332.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。