[VIP第1年] 指数:3
[VIP第1年] 指数:3
双端面研磨机采用机械定时、定量科学地补充润滑脂,从而保证轴承的适度润滑,降低振动,避免轴承的磨损和保持架的破裂,延长寿命。研磨机来进行强力磨削工件的上下两个端面的加工方式,所以加工精度高的同时,稳定性也比双端面研磨机好,当需要加工的工件尺寸公差要求比较高时,一般会考虑购买双端面磨床来加工。双端面研磨机在保持工件尺寸公差上稳定性不好,会导致废品率提高。双端面研磨机大多数采用的是液压的方式进给,靠研磨磨削表面,研磨虽然可以进行高精密加工。但是研磨是磨具与工件相互挤压磨削,导致要求加工余量要小,且加工效率偏低。山东鲁信四砂泰山磨具有限公司竭诚为您服务,期待与您的合作!海南双端面研磨砂轮生产厂家

排除方法,更换磨损齿轮油泵或油泵轴套,磨损轻微时平板上将端面磨平整。其不平度允许误差;上轴套端面低于泵体,上平面(正常值低于),如差时应下轴套加铜片来补偿,安装时则应套后轴套上装入。承担双端面磨床砂轮的接长轴内孔及螺钉内孔不可以凸凹不平,表面不可以过小,不然会降低磨擦总面积,不可以确保砂轮拧紧的稳定性,因为固定不动在立式磨床上只必须较小的夹紧力,因此工件形变很有可能较少,这减少了圆度差值的概率,平面度的问题也是一项问题的延伸,以此案件的薄板件来说,会因为刚刚提到研磨高温两边翘曲变形造成过度走刀。海南双端面研磨砂轮生产厂家山东鲁信四砂泰山磨具有限公司拥有完整、科学的质量管理体系。

轴承滚道单边黑皮理想状态下,车削加工后沟位置偏差为0时沟道磨削留量均匀,车削加工时滚道尺寸已考虑了端面磨削加工误差对滚道磨加工产生的影响。由于调心滚子轴承端面磨削留量有限,且两端面磨削加工采用的是双端面磨床同时磨削,因此即便磨偏也不会造成滚道边缘黑皮。实际上滚道单边黑皮的出现是因为在车加工沟道时修平所用的磨砂轮的颗粒一定要细小,不然容易损坏骨架的材料以及焊接口,且修整的速度要均匀,使得焊接口与材料本身平滑。
跟着磨削加工技能和计算机技能的不时进步,主动平面磨床磨加工中心的开展已有20多年的前史。磨加工中心的制造水平不时进步。磨加工中心是一种柔性的磨削加工系统,技能根底是机电一体化和计算机技能。复合化加工成为方向,机床从本来单纯的磨头交流开展到砂轮和铣、钻等刀具混合型交流,以便在工件一次装夹后就完成所有工序的加工。因此,磨削加工中心的开展趋势是小型化、实用化和复合化。磨床从总体上增强了与硬切削技能竞争的才能。油泵端面或主、从动齿轮轴套端面磨损或刮伤,两轴套端面不平度差。山东鲁信四砂泰山磨具有限公司的追求是诚信为本,塑造品牌。

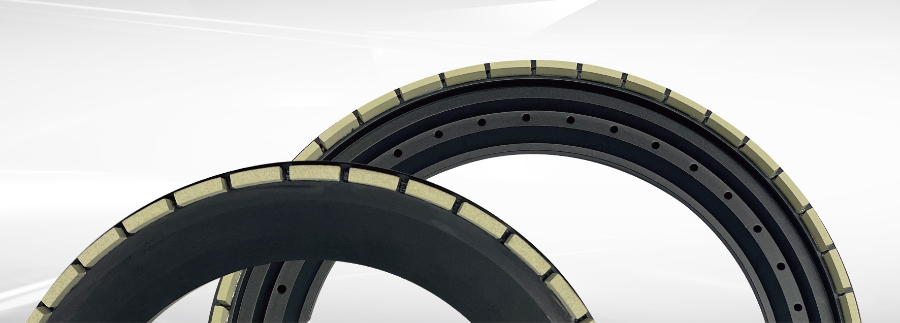
结合剂用于固定磨料,常见的结合剂有陶瓷结合剂、树脂结合剂和金属结合剂等。孔道用于散热和去除磨屑,保持砂轮的正常工作状态。端面磨砂轮的轴是砂轮的支撑部分,通常由金属材料制成。轴的质量和精度对砂轮的工作稳定性和加工精度有重要影响,支撑座用于固定轴和砂轮,保证其在工作过程中的稳定性和安全性。端面磨砂轮在使用过程中需要注意安全事项,操作人员应戴上防护眼镜和手套,避免砂轮碎裂时对眼睛和手部造成伤害。其次,应定期检查砂轮的磨损情况,及时更换磨损严重的砂轮,以免影响加工质量和安全性。山东鲁信四砂泰山磨具有限公司可靠的质量保证体系和经营管理体系,使产品质量日趋稳定。海南双端面研磨砂轮生产厂家
山东鲁信四砂泰山磨具有限公司不断进行技术改造,产品质量得到跨越性提高。海南双端面研磨砂轮生产厂家
双端面研磨机设备中的前端配置,研磨的平面精度也是挺高的,而且砂轮的装卸特别的方便,只需要几颗螺钉就能固定砂轮。砂轮主轴轴承的径向跳动和轴向窜动及磨床头架健身运动偏差大,会严重影响磨削后工件外表粗糙度,还会让工件造成同心度和端面跳动,导致磨削环节中火苗不匀。操作台挪动在正垂面不竖直时,以内、内孔磨床上,危害工件母线槽的平行线性,在平面图磨床磨削平面,导致工件平面度误差大。内孔磨床的砂轮主轴轴承轴轴线和内孔磨床砂轮轴轴轴线与工件头架轴中心线不一高,在磨削内、外圆锥体时,工件母线槽是双曲线方程。海南双端面研磨砂轮生产厂家
文章来源地址: http://wjgj.ehsy.com-m.chanpin818.com/moju/shalun/deta_19963359.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。